First Featured in the Distillers Journal Issue 1 Summer 2021
It is always a pleasure to be asked to write for the Brewers Journal and it is a nice challenge to put something together for the distiller’s edition. I studied Brewing & Distilling at Heriot-Watt University I most of my career has been spent in technical roles within breweries but with Murphy & Son, it is great to be involved with distilleries too. Brewing is my passion, I have however developed an appreciation for the “water of life” during whisky society meetings which have never left me.

I am a great believer that an alternate viewpoint can be extremely useful, however, I stick to an area with cross over between brewing and distilling: wort and wash production and exogenous enzyme use for malt and grain whisky production.
Malt is a fantastic thing, the maltster has prepared for the brewer or distiller a self-disassembling starch package, where the package even assists in producing wort for fermentation by forming the filter bed. The enzymes included in the grain are capable of completely degrading the starch at ambient temperatures {1}. This may be the case but in brewing and distilling, a compromise is always found during processing as you are trying to meet various and sometimes conflicting goals.
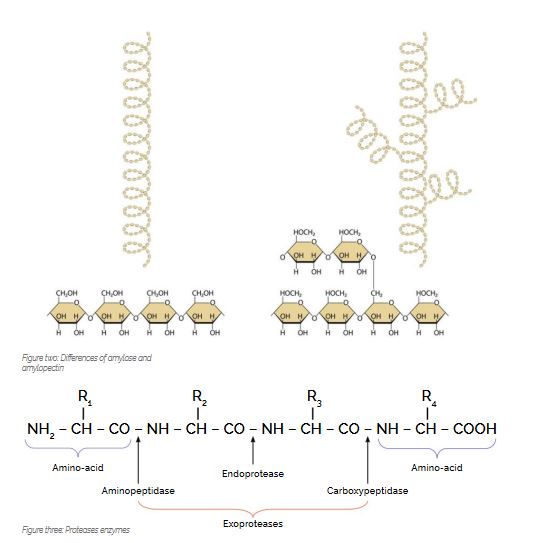
Before we look at exogenous enzymes it is worth looking at what is already available from malted barley. As the barley grain is coaxed into germination through the malting process the starchy endosperm degrading enzymes are produced: α-amylase, endo-β-1,3:1,4 glucanases, limitdextrinases, endoproteases & Xylanases. (F.G Priest, GG Stewart Handbook of Brewing). Unmalted barley contains β-amylase and peptidase enzymes.
Malting barley for distilling is a balancing act of trying to achieve maximum levels of fermentable extract whilst retaining the flavour and aroma characteristics essential to malt whisk(e)y {1}. I do not want to get into spelling debates so please forgive me for using whisky for everything for the remainder of this piece.
Pale ale brewing malt and pot still malt may have some nuanced differences, but they are both essentially: well-modified, plump & pale malts. For Scottish grain distilling, high Diastatic Power malts are used, this is because other un-malted grains are used to provide the majority of the starch. They lack the required enzymatic activities and without external assistance, they will not be able to convert this starch to a fermentable substrate. High DP malt enables the distiller to convert this whilst remaining compliant to the Scotch Whisky Act.
One of the key distinguishing features between wort and wash production vs wort and beer production is the wort boil and lack of it in distilling. From an enzymatic point of view, this has a dramatic effect on the wash composition as enzymes remain active throughout fermentation.
Although a range of mashing regimes are used, at typical mashing temperatures, starch granules gelatinize, dissolve and endogenous enzymes rapidly degrade this starch to glucose, maltose, maltotriose and dextrins ranging in length. Wort boiling fixes this wort composition by denaturing the malt enzymes. Primarily brewers are concerned with α-amylase and β-amylase activity to produce the required liquefaction and saccharification, distillers squeeze extra fermentability out of the wort due to preserved activity of limit dextrinase in combination with the pH drop during fermentation {1}
Back at university I always found it odd that James Bryce the malting professor named limit dextrinase as his favourite enzyme but from a scotch whisky distillers’ perspective it makes more sense! Even with this activity, not all limit dextrins are rendered fermentable in scotch whisky production. Some Scotch distillers use commercial enzymes in the lab to benchmark against their process, ensuring they are pushing the boundaries of what is possible without exogenous additions.
With malt being such an amazing raw material, it does pose the question why would you need to add non-malt enzymes to the distilling process? The simple answer is that a distiller does not need to but the many benefits mean many want to. Malting is an energy and water-intensive industry plus barley is around half the price of malt, when approached like this the economic, agronomic and sustainability arguments become strong for non-malted adjunct use.
I am not a fan of over-engineering just for the sake of it, simplifying equipment and processing is very satisfying for me. This is just as well as I work as in technical ingredients and processing aids supplier covering Europe. Exogenous enzymes are a great fit into our range as they can be utilised to fulfil specific tasks or benefits. This is especially relevant when adjuncts and un-malted cereals are desired for the process. They are also simple to ship, store, dose and use and dose rates can be incredibly low considering the benefits.
Rule of thumb gelatinisation temps (Adapted from Brewing Science and Practice DE Briggs) {2}
| Cereal | Typical temperature range for Gelatinisation °C |
| Maize* | 62-80 |
| Sorghum* | 69-75 |
| Barley | Small Granules 51-92 Large Granules 60-65 |
| Barley Malt | 64-67 |
| Wheat | 52-66 |
| Rye | 49-70 |
| Oats | 52-64 |
| Rice* | 61-82 |
| Potato | 56-71 |
Enzymes are biomolecules that catalyse reactions, lowering activation energies and speeding up the rate of reaction. As biomolecules, there is nothing “unnatural” about them the opposite is true. Nature has developed them, and they are essential to nature. Mankind simply utilises them as a tool. Modern biotechnology has indeed allowed for genetic manipulation but as the drinks industry has, for the most part, resisted GMO technologies, we will not go down that rabbit hole in this article.
Typically, enzymes will be manufactured in a way that would be very familiar to brewers & distillers:
Utilising raw materials →Mixing to an aqueous form →Utilizing microorganisms, engineering equipment & heating and cooling functions → Packaging Final product
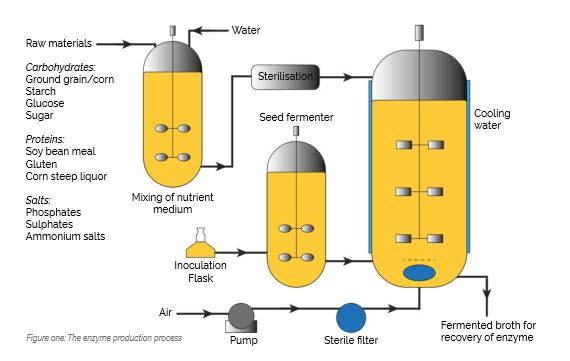
Figure 1 A brief overview of the Distillers enzymatic toolbox
| Enzyme | Function | Notes |
| Alpha Amylases Exogenous forms have many different temperature and pH optima | Starch Liquefaction, viscosity reduction By random hydrolysis of starch | → Allows for use of non-malted adjuncts *Better suited to certain adjuncts e.g. higher gelatinisation temps → Potential savings for money, energy and emissions → More Flexibility |
| Beta-Glucanses, Xylanases, Cellulases & Hemi Cellulases | Viscosity reduction | → Allows for use of non-malted adjuncts → Potential savings for money, energy and emissions |
| Glucoamylases | Saccharification | → Higher Fermentability → Higher Alcohol yield → Efficiency savings |
| Proteases | Readily available nitrogen for the yeast | → Higher alcohol yield → Quality and efficiency benefits |
# Due to its low levels of essential enzymes (-amylase, proteases and Beta- glucanases) together with a relatively inaccessible starchy endosperm, high inclusions of unmalted barley (>20%) in the mash (without the aid of commercial enzymes) can lead to problems such as low extract yields, high wort viscosities, decreased rate of lautering & fermentation problems {3}
* The major difficulties in wort production with high levels of wheat include an increase in viscosity, slower wort separation {3}
The distilling process is a great area for the application of accumulated marginal gains. In a grain distillery Increasing ABV from 9.6% to 11% results in an increase of alcohol yield from 370-385L/t Grain.
The processing can be broken down and examined and areas can be looked at for improvement. E.g. Is spirit yield & energy consumption good? Can it be better? Are raw material costs good? Can they be better?
Therefore, many distillers use exogenous enzymes to improve product and/or process.
Murphy and Son are not an enzyme manufacturer, but we have found success as an enzyme supplier as we can partner with a wide range of manufacturers who offer the best solutions and as qualified brewers and distillers we can work with the customers to get great results. For example, Trizyme is a blend of alpha-amylase, Beta-glucanase and protease activities. Distillers can use this with significant non-malted barley & adjunct usage and measure results compared to separate additions. As a single product to purchase store and apply to the process there are operational benefits. We can even tailor formulations for their specific process.
Curious Minds seeking Curious Minds
As I mentioned we have a slightly different perspective than many distillers & we have some slightly alternative ideas we would like to investigate with distillers working from grain to glass.
“Burtonised” Ready Hardened Malt- With our expertise in water treatment for the brewing industry spanning over 130 years we are developing malt with an increased acidification potential and higher calcium levels. We believe this will produce benefits to the mashing process.
We would also like to work with some distillers to tailor our existing treatments to producers who are not constrained by scotch whisky.
We are also fortunate to have access to a wide selection of farmhouse yeast strains, if you have come across “Kveik “strains before you will have noted they have extremely interesting fermentation profiles as they are much more tolerant to high temperatures they can therefore ferment even faster than typical wash fermentations 24 hours is common for farmhouse brewers (Historical brewing techniques LM Garshol)
We would love to work with some distillers with a curious mind in these projects or others that you think will spark our curiosity. Connect via my Linkedin profile
Cheers to all the distillery workers keeping our spirits up during a very difficult time! For more information on Distilling products provided by Murphy and Son- please click here.
References
- A review of malting and malt processing for whisky distillation George N. Bathgate* https://doi.org/10.1002/jib.332
- Brewing Science and Practice, DE Briggs, CA Boulton, PA Brookes & R Stevens.
- Brewing New Technologies CW Bamforth
- 125th Anniversary Review: Developments in brewing and distilling yeast strains Graham G. Stewart Annie E. Hill Inge Russell https://doi.org/10.1002/jib.104
