Malt, hops, yeast and water – the fundamentals of brewing. Of these the malt has, arguably, the greatest influence on the quality of the final beer. An inspection of malt samples will always include an assessment of regularity of corn size. Large corns give a better extract, and uniformly sized corns undergo more even modification during malting. However many Micro- breweries do not have a mill and buy ready milled malt. The basic visual assessment of malt uniformity then is not available to these brewers, and they must rely entirely on the malt analysis figures given by their maltster to judge suitability and quality.
Many different types of malt are available including Pale, Crystal, Cara Pils, Brown, Amber, Chocolate and Black. By varying the degree of curing following the kilning process different moisture contents, colours and flavour characteristics are achieved. Whilst the speciality malts are invaluable in the formulation of recipes, the principle malt of interest to the brewer is Pale malt.
A typical malt would have an analysis within the following range:
- Hot Water Extract (HWE) 300 – 310 l°/Kg
- Fine/Coarse Difference 3 – 5 l°/Kg
- Moisture 2·6 – 3·5%
- Colour 4 – 6° EBC
- Total Nitrogen 1·45 – 1·75%
- Total soluble Nitrogen 0·55 – 0·70%
- Kolbach Index of Modification 38 – 40
- (Soluble Nitrogen Ratio)
- Free Amino Nitrogen 140 – 175 mgs/l at 1040 OG
- Diastatic power 35 – 55 (DP IOB)
- Cold Water extract (CWE) 17 – 20%
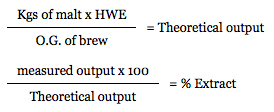
The HWE gives an indication of the production potential from a batch of malt. A value of 300 l°/Kg indicates that 300 litres of wort, OG 1001, would be produced from each Kg – or say, 300 ÷ 40 = 7·5 litres of wort, OG 1040. The laboratory extract is made using a very thin mash and is seldom repeatable in the brewery. In practise an extract in excess of 85% is thought acceptable for a microbrew plant.
The extract is easily calculated…

So for say a 10 – 12 brl brewplant…


FV dip indicates 1600 litres at OG 1040…
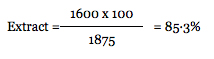

This assumes an all malt grist, and in practise small percentages of crystal or wheat may be disregarded.
The fine/coarse difference indicates the difference in extract between fine and coarse ground samples, and is regarded as an indication of the degree of modification of the malt.
The moisture level of malt must be reduced to below 5% to afford protection against spoilage by moulds. The more highly cured (and therefore coloured) malts have lower moisture levels. High moisture levels may require the brewer to increase the strike temperature in order to achieve the desired mashing in temperature. It should also be noted that milled malt picks up water from the atmosphere very readily, and can become damp or “slack”. For this reason milled malt should be stored in a dry area and stocks should be rotated to minimise holding time.
The colour of the malt is again a function of the kilning/curing regime. In some beers colour is undesirable, and grist compositions should be selected accordingly.
The Nitrogen content of the malt is extremely important. The value multiplied by 6·25 gives the protein content of the malt. Thus a Total N of 1·45 – 1·75% equates to a protein content of about 9·0 – 11·0%. And as the protein content increases, so the starch content of the malt – and the HWE – decreases.
The Total soluble nitrogen content is now regarded as giving the clearest indication of the modification of the malt.

A value of 38 – 40 is taken as satisfactory, lower values being an indication of under-modification and higher values of over- modification.
The Free Amino Nitrogen (FAN) figure indicates the availability of nitrogen compounds utilised by the yeast during fermentation. A low figure may require the use of yeast food for satisfactory fermentation.

The Diastatic Power (DP) measures the ß-amylase content of the malt. Since the higher the degree of kilning and curing the greater the enzyme destruction in the malt, it is usual for ale malts and coloured malts to have far smaller DP values than under modified, gentler kilned lager malts.
Finally the CWE gives an indication of the amount of starch that has been gelatinised during malting, and is again an indication of modification. Extracting in cold water does not activate the enzymes, so only pre-gelatinised starch gives extract.